Chi tiết càng nhỏ càng cần độ chính xác cao bởi có thể ảnh hưởng tới toàn bộ quy trình hoặc hệ thống khi hoạt động.
Công nghệ gia công cơ khí CNC có thể giúp việc gia công tạo hình tốt nhất với thời gian nhanh nhất
Công nghệ chấn gấp tại Lạc Việt
– Độ dày chấn gấp tới 4.5 mm.
– Ngoài ra chúng tôi có dịch vụ cắt laser bằng máy Amada 3015JII với công suất lên tới 3kw.
Chấn gập kim loạt là phương pháp đặc thù cho tạo hình uốn cong hoặc uốn gấp các kim loại mỏng, kim loại dạng tấm thông qua lưỡi dao ép xuống bề mặt tấm kim loại đặt phía cuối.
Các dạng uốn
Kim loại gia công ban đầu có hình dạng tấm, trong đó chủ yếu là kim loại tấm dạng inox. Sử dụng máy CNC để chấn gấp kim loại giúp đảm bảo:
– Uốn chữ V: là phương pháp uốn phổ biến nhất trong gia công chấn, gấp kim loại. Các dạng uốn chữ V gồm:
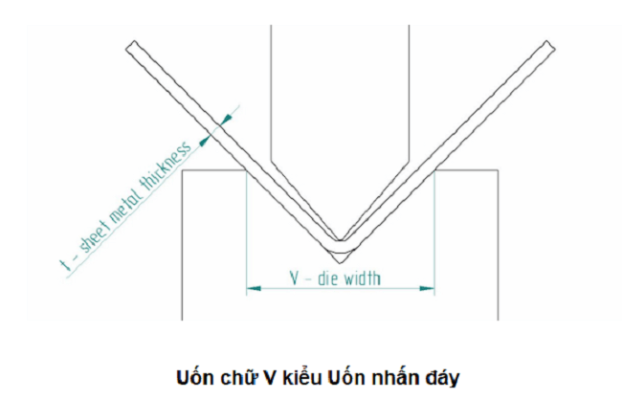
Uốn chữ V nhấn đáy
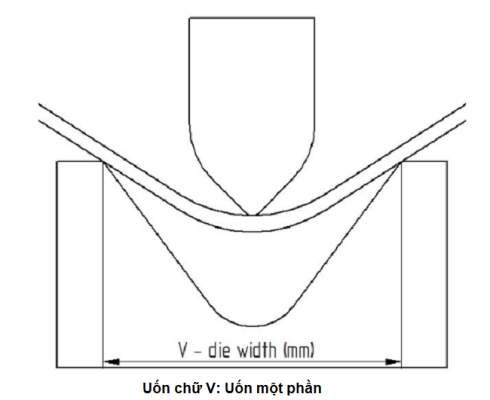
Uốn 1 phần
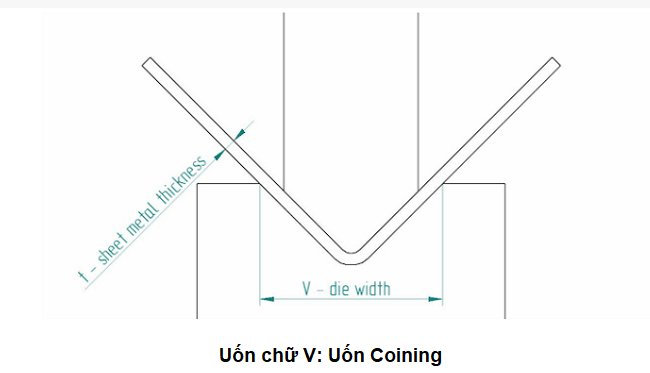
Uốn coining
Uốn cong: Về bản chất đó là phương pháp uốn chữ V lặp đi lặp lại, phương pháp này dùng để uốn gấp các sản phẩm có dạng hình nón.
Uốn cạnh: Là phương pháp chấn, gập các cạnh của tấm kim loại.
Các loại lưỡi dao sử dụng:
Dao chấn 90 độ
Dao chấn 88 độ
Dao chấn 85 độ
Dao chấn 45 độ
Giao chấn 30 độ
Dao chấn 15 độ
VẬT LIỆU CHẾ TẠO DỤNG CỤ LƯỠI CHẤN
Vật liệu chế tạo dụng cụ lưỡi chấn phải là loại vật liệu có độ cứng, độ bền rất tốt mới có thể gia công chấn gập inox có độ dày lên tới 20mm. Do đó, vật liệu tạo lưỡi dao không thể là kim loại bình thường. Nếu kim loại thép thông thường chắc chắn đem gia công inox dày sẽ không thể không làm biến dạng sản phẩm theo mong muốn, thậm chí là gãy lưỡi.
Thép hợp kim cường độ cao được chọn làm lưỡi dao chấn gập kim loại tấm. Thép hợp kim ở đây đó là loại 42CrMo (hoặc T7A,T8A).
Hợp kim 42CrMo là một loại thép cường độ cao crom-molypden có độ cứng và độ bền cực tốt. Thép được đem đi tôi luyện có khả năng chống ăn mòn, chịu sự va đạp tương đối cao. Thép hợp kim 42CrMo có tính chất cơ học tốt tồn tại chủ yếu ở dạng tấm và dạng thép tròn. Dạng tấm 42CrMo dành cho sản xuất gia công khuôn mẫu hoặc lưỡi dao và cối của máy chấn gấp, thanh tròn 42CrMo cho các bộ phận xử lý trực tiếp cơ khí.
Để gia công được lưỡi chấn này người tra buộc phải sử dụng những cỗ máy CNC cắt gọt, xung điện cao cấp, hiện đại để đảm bảo độ chính xác của công cụ chấn gập.
PHƯƠNG PHÁP CHẤN GẬP KIM LOẠI TẤM (UỐN GẤP)
Kim loại tấm mà ngày nay người ta thường sử dụng gia công các chi tiết cơ khí đó là tấm inox. Bởi chất liệu inox bản thân nó có độ cứng tốt, không bị ăn mòn, chịu nhiệt, chịu được sự biến dạng của va đập lớn, tính thẩm mỹ, đặc biệt là khả năng chịu được hoạt động ở cường độ cao… tất cả những ưu điểm này chính là lý do mà hầu hết các ngành công nghiệp chế tạo lựa chọn thép không gỉ.
Phương pháp chấn gập inox có nhiều và mỗi loại có những đặc trưng và thế riêng.
UỐN CHỮ V
Uốn chữ V là phương pháp uốn phổ biến nhất hiện nay và nó được chia thành 3 nhóm uốn nhỏ:
Uốn chữ V nhấn đáy
Uốn 1 phần
Uốn Coining
UỐN CONG
Về bản chất đó là phương pháp uốn chữ V lặp đi lặp lại nhiều lần. Phương pháp này sử dụng để uốn gấp các sản phẩm có hình dạng nón,…
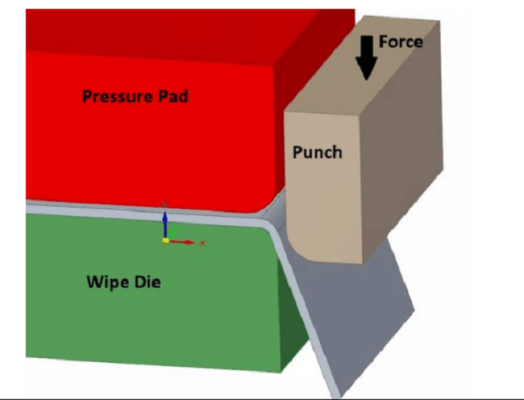
UỐN CẠNH
Là một cách khác để chấn gập inox các cạnh
Người ta sẽ căn cứ vào từng trường hợp cụ thể để tính toán, lựa chọn phương pháp chấn gập kim loại tấm hợp lý đảm bảo các tiêu chí: nhanh chóng, không làm trầy xước mặt kim loại, tiết kiệm chi phí nhất.
Nhà máy Lạc Việt Hưng Yên
Địa chỉ: Thôn Đại Hạnh, Xã Hoàn Long, Huyện Yên Mỹ, Hưng Yên , Việt Nam
Phụ trách KD Mr. Thi 0942.996.593